Неразрушающий контроль: рентгеновская компьютерная томография выявила скрытые пустоты в паяных соединениях разъёмов СВЧ-кабелей и дала инженерную базу для оптимизации технологии сборки.

Описание образцов
Разъёмы СВЧ-кабелей (2 шт.). Кабель использовался одинаковый в обоих образцах. Образец 1 отличается от образца 2 только разъёмами — диаметр 4,5 и 5,0 мм соответственно. Материалы у обоих разъёмов одинаковые — латунь ЛС59-1. Технология изготовления одинаковая — токарная обработка. Припаяны разъёмы к кабелю тоже одинаково припоем ПОС61. Область интереса — распределение припоя внутри кабельной сборки.


Оборудование и методы
Микротомограф ПРОДИС.Компакт-М
- Источник 110 кВ, фокус 2 мкм
- Детектор 15 МП, 69 мкм
- Размер вокселя 6,5 и 5,9 мкм

Реконструкция, объёмный анализ и визуализация результатов
Анализ дефектов и результаты томографии
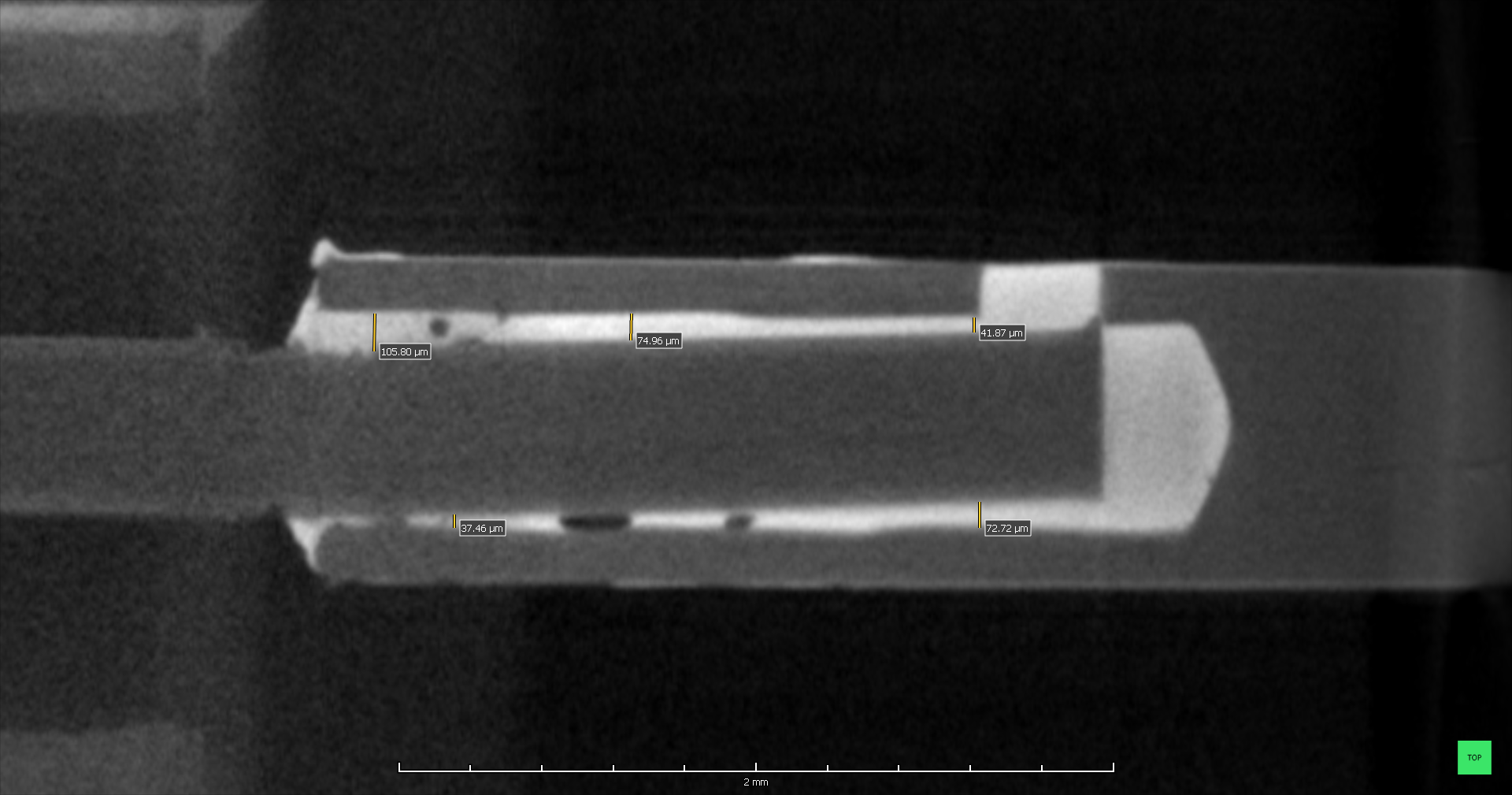
В ходе высокоразрешающей томографической съёмки были реконструированы полные трёхмерные модели паяных швов для обоих вариантов разъёмов. Основной фокус исследования был направлен на обнаружение внутренних пустот, не заполненных припоем ПОС61, которые напрямую влияют на механическую прочность паяного соединения и функциональные характеристики изделия.
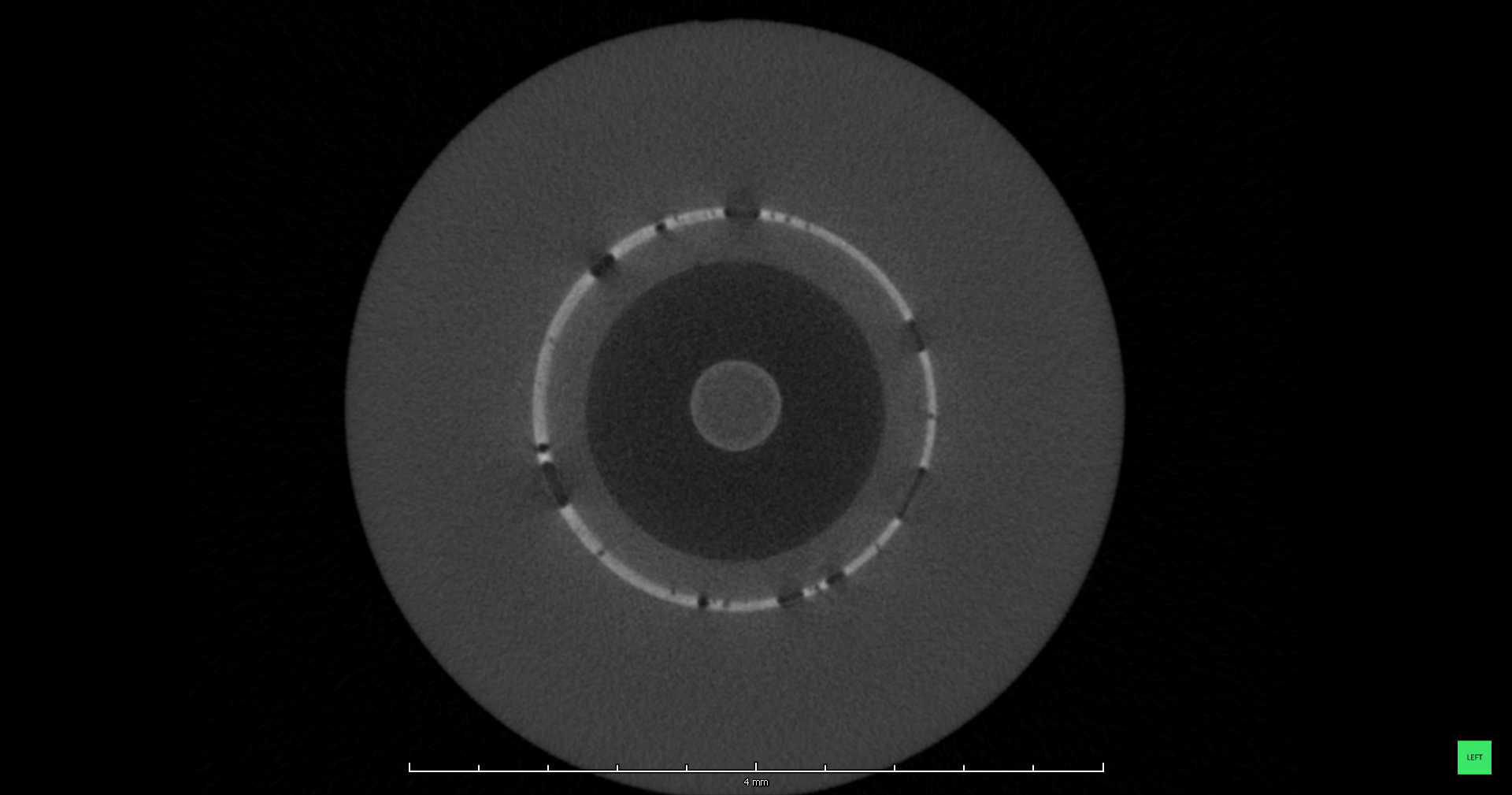
3D-визуализация внутренних пустот в паяном шве


Анализ полученных массивов данных подтвердил наличие выраженной неоднородности паяных швов и локального отсутствия распределения припоя в технологических полостях. Выявленные скрытые дефекты (каверны, воздушные поры) имеют широкий градиент размеров — от минимально различимых на микроуровне пор до крупных каверн протяженностью в несколько миллиметров. Томография позволила точно локализовать критические зоны, в которых чаще всего концентрируются пустоты в зависимости от геометрии корпуса разъёма.
Визуализация сечений шва с фиксацией размеров дефектов
Технологические выводы и модернизация процессов
Благодаря полученным пространственным координатам распределения дефектов специалисты компании получили объективные данные для пересмотра текущего технологического процесса сборки. Метод рентгеновской компьютерной томографии позволил локализовать зоны воздушных пустот и недостаточного затекания припоя в полость разъёма при сборке СВЧ-кабелей.
«По результатам проведённой томографии мы получили исчерпывающую и полезную информацию о характере образования внутренних пустот в паяных соединениях. Сделанные выводы однозначно указывают на необходимость оптимизации технологического процесса: сейчас мы рассматриваем возможность изменения геометрии и внутренней конструкции корпусов разъёмов для обеспечения гарантированного и равномерного заполнения всех полостей припоем».
Представитель технической службы компании «Планар»
Таким образом, применение неразрушающего контроля методом КТ позволило перейти от гипотез к точному инженерному расчёту, обеспечивая базу для изменения конструкторской документации изделий.